
탄소 소재 생산 공정은 엄격하게 통제되는 시스템 엔지니어링으로, 흑연 전극, 특수 탄소 소재, 알루미늄 탄소, 새로운 고급 탄소 소재의 생산은 원자재, 장비, 기술, 관리라는 네 가지 생산 요소와 관련 독점 기술이 불가분하게 연결되어 있습니다.
원료는 탄소 소재의 기본 특성을 결정하는 핵심 요소이며, 원료의 성능은 제조된 탄소 소재의 성능을 좌우합니다. 초고성능(UHP) 및 고성능(HP) 흑연 전극 생산에는 고품질 니들 코크스가 최우선이며, 고품질 바인더 아스팔트와 함침제 아스팔트 또한 중요합니다. 그러나 고품질 원료만으로는 충분하지 않으며, 설비, 기술, 경영 요소 및 관련 독점 기술이 부족할 경우 고품질 UHP 및 HP 흑연 전극을 생산할 수 없습니다.
본 논문은 고품질 니들 코크스의 특징에 초점을 맞춰 개인적인 견해를 제시하며, 니들 코크스 제조업체, 전극 제조업체, 과학 연구 기관의 논의를 위한 자료로 활용될 수 있기를 기대합니다.
중국의 니들 코크스 산업 생산은 해외 기업에 비해 늦었지만, 최근 몇 년 동안 빠르게 발전하여 점차 형태를 갖춰가고 있습니다. 총 생산량 측면에서는 국내 탄소 기업에서 생산하는 초고성능(UHP) 및 고성능(HP) 흑연 전극용 니들 코크스 수요를 기본적으로 충족할 수 있습니다. 그러나 니들 코크스의 품질 면에서는 여전히 해외 기업에 비해 격차가 있습니다. 특히 배치별 품질 변동은 대형 UHP 및 HP 흑연 전극 생산에 필요한 고품질 니들 코크스 수요에 영향을 미치며, 흑연 전극 접합부에 필요한 고품질 접합 니들 코크스가 부족한 실정입니다.
해외 탄소 기업들은 대형 규격의 초고압(UHP) 및 고압(HP) 흑연 전극을 생산할 때 고품질 석유계 니들 코크스를 주원료로 선호하는 경우가 많습니다. 일본의 탄소 기업들도 석탄계 니들 코크스를 원료로 사용하지만, 이는 직경 600mm 이하의 흑연 전극 생산에만 해당됩니다. 현재 중국에서 사용되는 니들 코크스는 주로 석탄계 니들 코크스입니다. 탄소 기업들의 고품질 대형 UHP 흑연 전극 생산은 주로 수입 석유계 니들 코크스에 의존하며, 특히 고품질 제품 생산에는 일본 스이시마(Suishima) 석유계 니들 코크스와 영국 HSP 석유계 니들 코크스를 혼합하여 원료로 사용하는 경우가 많습니다.
현재 여러 기업에서 생산하는 니들 코크스는 일반적으로 회분 함량, 진밀도, 황 함량, 질소 함량, 입자 크기 분포, 열팽창 계수 등과 같은 기존 성능 지표를 사용하여 해외 니들 코크스의 상업적 성능 지표와 비교됩니다. 그러나 해외와 달리 니들 코크스를 등급별로 세분화하여 분류하는 체계가 부족합니다. 따라서 니들 코크스 생산이 일상적으로 "획일화"되어 고품질 프리미엄 니들 코크스의 등급을 제대로 반영하지 못하고 있습니다.
탄소 관련 기업들은 기존의 성능 비교 외에도 열팽창 계수(CTE) 분류, 입자 강도, 이방성 정도, 저감제 첨가 전후의 팽창 데이터, 팽창 및 수축 온도 범위 등 니들 코크스의 특성 분석에도 주의를 기울여야 합니다. 니들 코크스의 이러한 열적 특성은 흑연 전극 생산 공정에서 흑연화 공정 제어에 매우 중요하기 때문에, 바인더와 함침제 아스팔트의 소성 후 생성되는 아스팔트 코크스의 열적 특성이 미치는 영향 또한 배제할 수 없습니다.
1. 니들 코크스의 이방성 비교
(A) 샘플: 국내 탄소 공장에서 생산한 직경 500mm UHP 전극 본체;
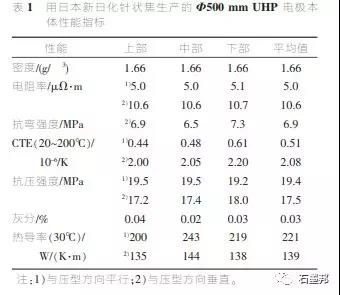
원료 니들 코크스: 일본 신화학 LPC-U 등급, 비율: 100% LPC-U 등급; 분석: SGL 그리즈하임 공장; 성능 지표는 표 1에 나와 있습니다.
(B) 시료: 국내 탄소 공장의 φ 450 mmHP 전극 본체; 원료 니들 코크스: 국내 공장 유류 니들 코크스, 비율: 100%; 분석: 산둥 바잔 탄소 공장; 성능 지표는 표 2에 나와 있습니다.
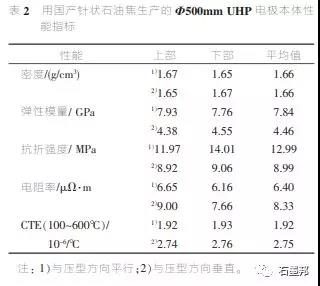
표 1과 표 2를 비교해 보면, 신규 생활화학 석탄층의 lPC-U 등급 침상 코크스는 열적 특성에서 큰 이방성을 보이며, 열팽창 계수(CTE)의 이방성은 3.61~4.55에 달하고, 저항률의 이방성 또한 2.06~2.25로 큰 값을 나타낸다. 또한, 국내산 석유 침상 코크스의 굽힘 강도가 신규 생활화학 LPC-U 등급 석탄층 침상 코크스보다 우수하며, 이방성 값 역시 신규 생활화학 LPC-U 석탄층 침상 코크스보다 훨씬 낮다.
초고출력 흑연 전극 생산 시 이방성 정도 성능 분석은 니들 코크스 원료의 품질 여부를 평가하는 중요한 분석 방법이며, 이방성 정도의 크기는 전극 생산 공정에 일정한 영향을 미칩니다. 특히, 이방성 정도가 클수록 극한 열충격 성능은 저출력 전극의 평균 출력 이방성 정도보다 우수합니다.
현재 중국의 석탄 침상 코크스 생산량은 석유 침상 코크스 생산량보다 훨씬 많습니다. 높은 원자재 비용과 탄소 기업의 가격 때문에 초고성능 전극 생산에 100% 국산 침상 코크스를 사용하는 것은 어렵고, 대신 일정 비율의 소성 석유 코크스와 흑연 분말을 첨가하여 전극을 생산해야 합니다. 따라서 국산 침상 코크스의 이방성을 평가하는 데 어려움이 있습니다.
2. 니들 코크스의 선형 및 부피 특성
침상 코크스의 선형 및 부피 변화 특성은 전극에서 생산되는 흑연 공정에 주로 반영됩니다. 온도 변화에 따라 침상 코크스는 흑연 공정 가열 과정에서 선형 및 부피 팽창과 수축을 겪게 되는데, 이는 흑연 공정에서 전극 소성 빌릿의 선형 및 부피 변화에 직접적인 영향을 미칩니다. 원료 코크스의 특성과 등급에 따라 이러한 변화는 다르게 나타납니다. 또한, 등급별 침상 코크스와 소성 석유 코크스의 선형 및 부피 변화 온도 범위도 서로 다릅니다. 원료 코크스의 이러한 특성을 파악해야만 흑연 화학 공정의 생산을 더욱 효과적으로 제어하고 최적화할 수 있습니다. 이는 특히 연속 흑연화 공정에서 더욱 두드러집니다.
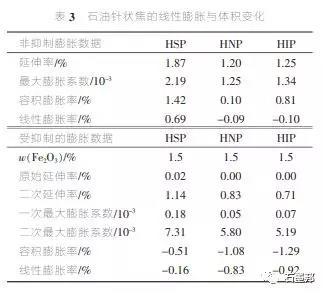
표 3은 영국 Conocophillips에서 생산한 세 가지 등급의 석유 니들 코크스의 선형 및 부피 변화와 온도 범위를 보여줍니다. 석유 니들 코크스는 가열이 시작될 때 먼저 선형 팽창이 발생하지만, 선형 수축이 시작되는 온도는 일반적으로 최대 소성 온도보다 뒤쳐집니다. 1525℃에서 1725℃ 사이에서 선형 팽창이 시작되며, 전체 선형 수축의 온도 범위는 200℃로 좁습니다. 일반 지연 석유 코크스의 전체 선형 수축 온도 범위는 니들 코크스보다 훨씬 크고, 석탄 니들 코크스는 그 중간이며 석유 니들 코크스보다 약간 더 큽니다. 일본 오사카 산업기술시험원의 시험 결과에 따르면 코크스의 열 성능이 나쁠수록 수축 온도 범위가 넓어지며, 최대 500~600℃에 달하는 수축 온도 범위를 보이고, 수축 시작 온도는 낮아 1150~1200℃에서 수축이 발생하기 시작하는데, 이는 일반적인 지연석유코크스의 특징과도 일치합니다.
니들 코크스의 열적 특성이 우수하고 이방성이 클수록 선형 수축 온도 범위가 좁아집니다. 일부 고품질 오일 니들 코크스는 선형 수축 온도 범위가 100~150℃에 불과합니다. 탄소 생산 기업은 다양한 원료 코크스의 선형 팽창, 수축 및 재팽창 특성을 이해한 후 흑연화 공정 생산을 진행하는 것이 매우 유익하며, 기존의 경험적 방식에서 발생하는 불필요한 품질 불량품 발생을 방지할 수 있습니다.
3. 결론
원료의 다양한 특성을 파악하고, 적절한 장비 조합을 선택하며, 기술을 효과적으로 결합하고, 기업 경영을 더욱 과학적이고 합리적으로 운영함으로써, 전체 공정 시스템을 엄격하게 관리하고 안정화하여 고품질의 초고출력, 고출력 흑연 전극을 생산할 수 있는 기반을 마련했다고 할 수 있습니다.
게시일: 2021년 12월 30일